随着电子工业等高新科技的迅速发展,超纯石英的需求量日益增大。一般SiO2含量大于99.99%的石英粉体被称作超纯石英砂。超纯石英最早的生产原料是天然水晶,但其储量有限,随着开采力度的加大,已逐渐枯竭。石英砂原料廉价,储量丰富,可以取代天然水晶来生产超纯石英砂。
1、实验部分
实验原料为某石英砂岩矿,其化学成分多元素分析结果为:SiO2 99.02、Fe 178.2、A1 152.6、Na 56.4、K 66.6、Li 2.0、Ca 44.4、Mg 3.5、Ti 22.5(SiO2单位为5%,其他为μg/g)。
试样的主要杂质元素为Fe、Al、Na、K、Ca和Ti,且总含量超过500dug/g。通过矿相学分析可知,该试样主要是块状,浅白色半透明,细粒结构,颗粒粒径小于0.6mm,表面有明显的黄褐色浸染。杂质矿物主要为片状的金云母,少量的白云母,长石,黏土以及含铁的矿物。
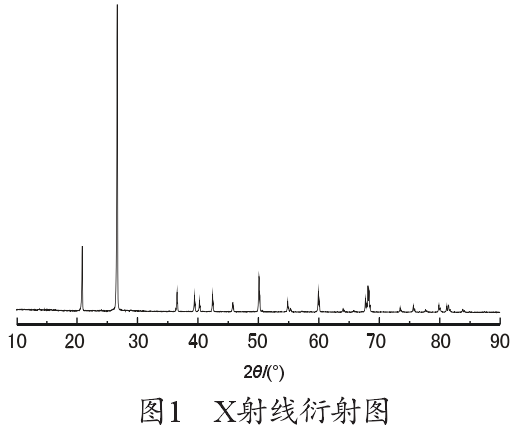
原矿X射线衍射图,见图1,通过与标准图谱JCPDS NO.33-1161对比发现所有峰均为石英峰。这说明原样中石英的含量很高,这与化学成分分析结果相一致。
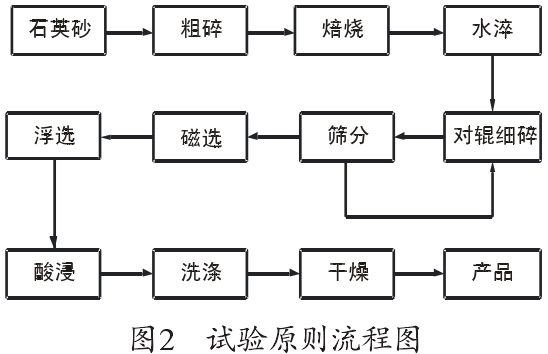
由于石英砂硬度较大,且缝隙中含有杂质,故将原料放入马弗炉中,在900℃的条件下焙烧2h,取出直接水淬,使得样品的硬度大大降低,并且裂缝打开,杂质矿物充分暴露,以便于后续工序的进行。烘干后经对辊破碎机破碎,得到粒径小于0.3mm的产品,筛分出粒径在+0.105-0.3mm的物料即为待处理样品。试验原则流程见图2。
2、磁选
磁选的目的是去除石英砂中解离的磁性杂质矿物和具有磁性矿物包裹体的颗粒。
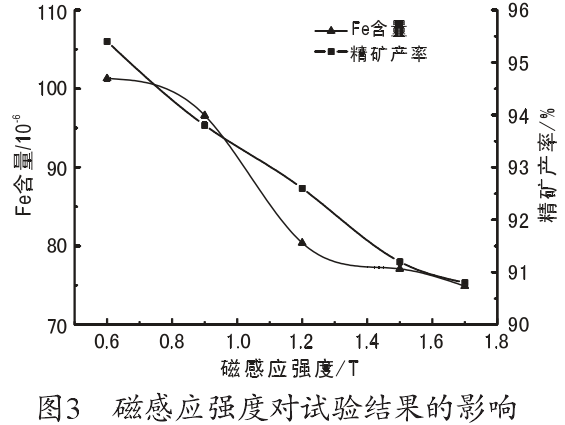
由图3可知,随着磁感应强度的增加,精矿产率逐渐降低,且石英砂中含铁杂质矿物的去除率逐渐增加,即SiO2品位逐渐增高。Fe和Ti的含量在磁选后明显降低,分别从178.2μg/g和22.5μg/g降至61.3μg/g和1.4μg/g。通过镜下观察,磁选精矿基本为白色或黄褐色的石英砂颗粒和少量的云母,尾矿主要是云母和含铁矿物。精矿中SiO2含量不低于99.95%,可见磁选效果很好。
3、浮选
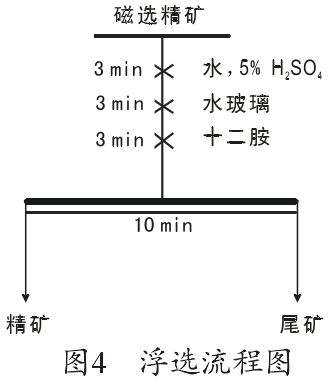
磁选后Fe、Al含量还很高,主要是长石和残余的云母,它们与石英性质相似,但晶体结构、表面性质有差异,因此浮选是去除它们的最佳方法。采用酸性环境下阳离子一次反浮选法,浮选流程见图4。
将200g磁选精矿加入1L XFD型浮选机中,以硫酸作调整剂,水玻璃作抑制剂,十二胺作捕收剂和起泡剂。研究了溶液pH值、抑制剂用量、捕收剂用量等对试验的影响。
(1)pH值
在抑制剂用量为600g/t,捕收剂用量为1200g/t的条件下,探讨pH值对试验的影响,结果见图5。
浮选尾矿主要是云母和长石。由图5可知,pH值为1.5-3.5时,浮选效果基本相同,这是由于在试验所设pH值范围内,各种矿物的电性基本没有改变,浮选效果没有大的变化。随着pH值的增加,Al含量一直减小,pH值为2.5时,Fe含量最低。因此保持pH值为2.5-3即可。
(2)捕收剂用量
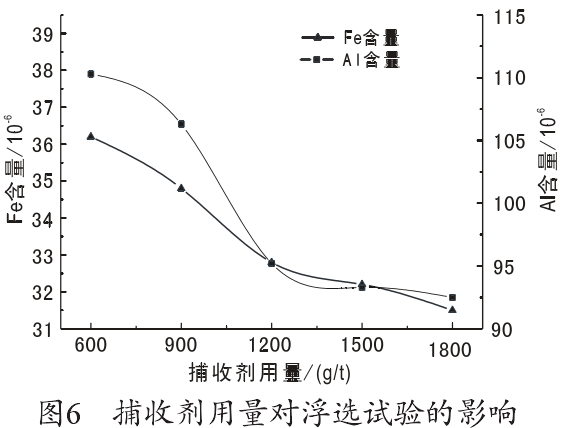
控制pH值为2.5-3,抑制剂用量为600g/t,捕收剂用量对试验结果的影响,见图6。
由图6可知,随着捕收剂用量的增加,Fe和A1含量均降低,当捕收剂用量超过1200g/t时,增加捕收剂用量对降低杂质含量作用不明显。综合考虑,最佳捕收剂用量为1200g/t。
(3)抑制剂用量
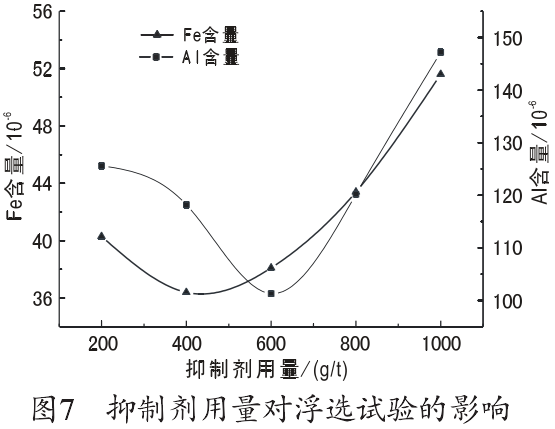
控制pH值为2.5-3,捕收剂用量为1200g/t,抑制剂用量对试验结果的影响,见图7。
由图7可知,随着抑制剂用量的增加,Fe和A1含量都是先减小后增大。这是由于前期抑制剂用量不足,没对石英形成有效的抑制,后期抑制剂用量过大,云母、长石等杂质矿物也被抑制,综合考虑,抑制剂最佳用量为600g/t。
在pH值为2.5-3、抑制剂用量为600g/t、捕收剂用量为1200g/t的最佳条件下,所得精矿检测结果(μg/g)为:Na 48.3、K 50.9、Fe 33.3、Ca 35.6、Mg 2.0、Li 1.4、A1 131.3、Ti 1.3,总量304.1。可见浮选对Fe和A1的去除有明显效果,但总杂质矿物含量仍高达300μg/g。
4、酸浸
磁选和浮选等物理选矿方法只能去除矿物结构类杂质,对于包裹在石英砂表面杂质的去除则有限。酸浸作为一种化学处理方法,可以最大限度地去除石英砂表面及缝隙中的杂质。不同的酸可以产生协同效应,因此使用混酸,硫酸、盐酸、硝酸、氢氟酸、纯净水质量比为10:5:3:2:20。酸浸试验是将20g浮选后的精矿加入到四氟乙烯瓶中,加入混酸液,将其放入水浴锅中,并辅助以机械搅拌。酸浸的影响因素有酸浸时间、温度和液固比。
(1)酸浸时间
控制酸浸温度为70℃,液固比为2:1,讨论酸浸时间对试验的影响,结果见表1。
由表1可知,随着酸浸时间的延长,K、Na、Ca的含量呈下降趋势,并且总杂质含量降低。当时间达到2h时,总杂质含量为37.2μg/g,继续增加酸浸时间对杂质去除效果不大,所以确定酸浸时间为2h。
(2)液固比
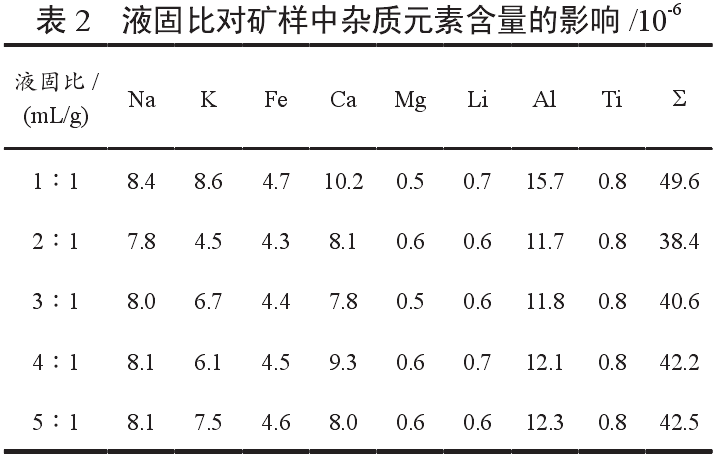
将酸浸温度控制在70℃,酸浸时间保持在2h,研究液固比对试验的影响,结果见表2。
由表2可知,随着液固比的增大,总杂质含量先减小后增大,在2:1处出现最低值。这是由于当液固比较小时,增大了扩散阻力,不利于杂质的酸浸去除。而液固比较大,则消耗的酸量增多,综合考虑,选择液固比为2:1。
(3)酸浸温度
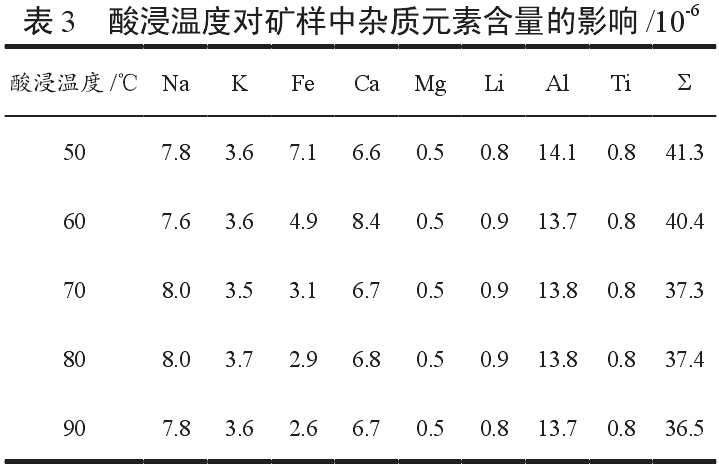
固定液固比为2:1,酸浸时间为2h,考察酸浸温度对试验的影响,结果见表3。
由表3可知,随着酸浸温度的升高,总杂质含量减少,当温度到达70℃后,继续升高温度对杂质去除效果不大,选取温度为70℃比较合适。酸浸对所有杂质的去除都有显著效果。所得石英砂总杂质含量均小于50μg/g,已经达到高纯石英砂原料的要求。
5、结论
(1)焙烧-水淬能明显降低石英砂硬度,并可以打开裂隙,使杂质暴露;
(2)相对浮选,磁选效果明显要好,这与石英砂原矿中含铁的杂质及金云母含量较多有关;
(3)酸浸能显著提高石英砂纯度,Fe含量从178.2μg/g降至5.0μg/g以下,Al含量由152.6μg/g降至14.0μg/g以下,最终产品总杂质含量小于50μg/g;
(4)焙烧-水淬-磁选-浮选-酸浸联合工艺可以得到SiO2含量超过99.99%的高纯石英砂,可以满足高纯石英砂原料的要求。
资料来源于超纯石英砂的制备试验研究。
更多精彩!欢迎扫描下方二维码关注中国粉体技术网官方微信(粉体技术网)
|