碳酸钙等无机矿物粉体添加到基体树脂,起到增量(降低成本)、改善某些方面的性能和增加功能三大作用,称之为塑料的填充改性。
在使用性能得以满足的情况下,使用的粉体越多,降低成本的作用越大,从减少价格高的高分子基体树脂用量的角度看,对社会的贡献也越大,但关键问题是由于无机矿物粉体的密度与高分子树脂密度相差甚大(相差2~3倍),填充塑料材料的密度也因加入粉体而显著增大,单位重量的物料,加有粉体的比纯树脂的体积减小,在以件数(注塑制品)、长度(管材、型材)、面积(薄膜、片材、板材、人造革等)为塑料材料及制品计算价格时往往会因为件数、长度、面积的减小造成的损失大于使用廉价粉体填料带来的效益,此外还有增重后带来的运输成本加大,劳动强度大等问题,从而成为填充改性发展的瓶颈。多年来广大科技人员对此进行了顽强不息、锲而不舍的研究,结果表明通过原辅材料和工艺装备的创新,“增重问题”是可以得到一定程度解决的。
(1)凡是成型加工中有拉伸过程的,其填充塑料的密度都低于同样成份的注塑成型塑料
聚丙烯(PP)扁丝经过将近六倍的单向拉伸,碳酸钙粉体颗粒分散在PP大分子经拉抻后形成的空隙中,因此高倍的单向拉伸制品,其增重问题不明显,在扁丝仍能满足国家标准的情况下,同样重量的物料,其扁丝的长度没有明显变化。
吹塑成型的塑料薄膜在加工时受到的是双向拉伸,即横向(径向)和纵向,其拉伸比因原料的不同而有所不同,但一般都在2~3倍范围。因此和添加同样数量的粉体的注塑成型塑料材料相比,吹塑薄膜的密度就小得多。例如注塑成型的含重质碳酸钙(1250目)30%的PE塑料材料密度达到1.3g/cm3以上,而吹塑成型的填充PE薄膜的密度只有1.10g/cm3左右。
试验结果表明,既使是注塑成型,如果能掌握好注射压力和保压时间,同样配方和加工工艺设备,其注塑制品材料密度可以达到3~4%的变化。
(2)在交联剂存在的情况下使用发泡剂形成微孔结构,可有效降低填充塑料的密度
上世纪八十年代流行一时的钙塑天花板,就是在使用交联剂的情况下,用AC发泡剂使片材成型后的密度仅0.2g/cm3左右。现在钙塑天花板不流行了,但微孔泡沫鞋底(PE的或EVA的)还大量生产并广泛应用着,连续发泡的PE泡沫片材也有很大的市场。
之所以要使用交联剂,是因为熔融状态下,PE的分子组成不了结实的泡孔壁,发泡剂分解出的气体不能保持在基体塑料中,而PE的分子经交联后可以形成足够结实的泡孔壁,气体被封闭住就可以形成微孔塑料,从而在交联剂存在的情况下,塑料材料的密度得以减小。聚氯乙烯(PVC)和聚苯乙烯(PS)都因为能够形成足够强度的泡孔壁,因此发泡过程无需使用交联剂,EPS因发泡剂为戊烷,无须使用的化学发泡剂。近年来发展很快的注塑成型超微发泡塑料使用的是干冰(二氧化碳,CO2)或液氮(N2),主要是在设备上下功夫,就另当别论了。
使用交联剂固然可以得到发泡PE塑料,但交联剂气味大且交联后的塑料不利于回收再生利用。(3)不使用交联剂实现聚乙烯(PE)和聚丙烯(PP)微发泡,从而降低加有粉体填充塑料密度是近年来最有意义的技术创新之一。
武汉凌辉高分子材料有限公司发明的在不使用任何交联剂的情况下,使加有30%重钙的HDPE片材的密度比同样配比的对比片材密度下降10%以上,而且已经大量用于HDPE片材的产品中,是轻量化技术的重大突破,该技术已申请专利。
(4)微孔硅酸钙的出现开辟了轻体填料降低填充塑料密度的新纪元
多年来人们始终不放弃寻找一种本身密度小的填料,希望以此打开填充塑料密度下降的缺口。硅藻土和沸石都是曾被寄予希望的粉体,但在实践中其努力都被放弃了。主要问题是这两种粉体本身的硬度高,对加工设备的磨损太严重,另一方面是二者都是大自然亿万年形成的产物,资源有限,硅藻土的纯化也很复杂,价格不菲。
近年来,大唐国际再生资源公司以粉煤灰为基础原料人工合成出微孔硅酸钙,从原料上看是取之不竭,从成本上看,塑料加工行业可以接受,目前在塑料中的应用已取得阶段性成果。这种自身轻质的填料将为塑料填充改性带来一场革命化的变革,成为塑料改性历史上的里程碑。
表1 硅酸钙微粉的化学组成(%)
| SiO2 |
CaO |
Fe2O3 |
LOI |
| 45~47 |
44~46 |
0.065 |
7~10 |
1、物相组成
XRD分析结果表明,硅酸钙微粉中CaSiO3·xH2O的含量达95%以上,其它为CaO、Ca(OH)2、SiO2等杂质。
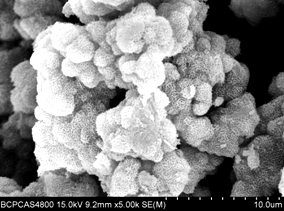
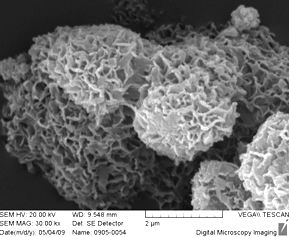
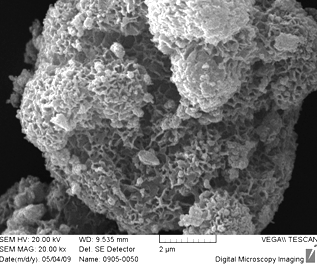
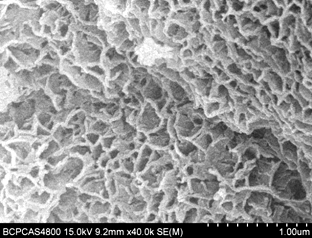
2、硅酸钙微粉表面孔隙众多,比表面积大(见图1)
3、硅酸钙微粉的性能指标(见表2)
表2 硅酸钙微粉的性能指标
| 白度 |
PH值 |
堆积密度
g/cm3 |
真密度
g/cm3 |
吸油值
ml/100mg |
含水率
% |
平均粒径
μm |
比表面积
m2/g |
| 89~92 |
8~11 |
0.17~0.30 |
1.30~1.40 |
130~170 |
3.61 |
15~30 |
50~150 |
4、硅酸钙微粉和主要粉体材料的性能比较
表3 硅酸钙微粉和几种粉体材料的性能
| 填料类型 |
轻质
碳酸钙 |
超细重质
碳酸钙 |
超细
滑石粉 |
炭黑 |
气相法
白炭黑 |
沉淀法
白炭黑 |
| SiO2含量,% |
|
|
40~75 |
|
≥99.8 |
92~95 |
| PH值 |
8~9 |
8~9 |
7~8 |
6~8 |
3.5~6 |
6~8 |
| 比表面积,m2/g |
5~10 |
20~80 |
|
80~150 |
150~400 |
150~350 |
| 含水率*,% |
0.85 |
0.16 |
0.27 |
1.82 |
4.28 |
9.45 |
| 吸油值,ml/100mg |
60~90 |
40~60 |
30~60 |
80~130 |
150~350 |
150~350 |
* 注:采用深圳市冠亚电子科技有限公司生产的SFY型快速水分测定仪,方法及条件与硅酸钙含水率测定相同。
研究及实际生产表明,微孔硅酸钙制成母料后与碳酸钙母料按同样比例加入到HDPE树脂中制作片材,其制品的密度有明显的差别,微孔硅酸钙微料填充HDPE的密度在不同添加量时都有10%以上的下降幅度,而且性能无明显差别。以添加50%母料的两种HDPE板材为例的检测结果见表4。
表4 添加50%的碳酸钙和50%硅酸钙母料板材性能测试
| 检测项目 |
单位 |
|
硅酸钙制品 |
碳酸钙制品 |
| 密度 |
g/cm3 |
1.12 |
1.26 |
| 拉伸强度 |
MPa |
纵向 |
10.7 |
10.4 |
| 横向 |
10.9 |
10.7 |
| 断裂伸长率 |
% |
纵向 |
583 |
120 |
| 横向 |
660 |
129 |
| 拉伸弹性模量 |
MPa |
纵向 |
225 |
180 |
| 横向 |
240 |
205 |
| 弯曲强度 |
MPa |
纵向 |
10.6 |
10.4 |
| 横向 |
11.2 |
11 |
| 弯曲模弹性模量 |
MPa |
纵向 |
288 |
180 |
| 横向 |
355 |
215 |
| 撕裂强度 |
KN/m |
纵向 |
214 |
178 |
| 横向 |
205 |
165 |
| 吸水性(21℃/24h) |
|
|
0.15 |
0.04 |
作者:刘英俊,中国塑协改性塑料专业委员会 理事长兼秘书长 教授级高工
►欢迎进入【粉体论坛】

|