非金属矿产资源、金属矿产资源和燃料矿产资源并称为世界上三大类矿产资源,其中非金属矿产资源由于特殊的理化性能而被广泛应用于航天、电子、能源、通信、建材等领域。
近年来,我国非金属矿发展迅速,并且对非金属矿质量要求越来越高。对于大多数非金属矿产品而言,含铁元素杂质是其中最主要也是最有害的成分,直接影响非金属矿的产品质量等级。在一些行业如石英玻璃、耐火材料和陶瓷原料等诸多应用领域,对非金属矿进行除铁提纯已经成为非金属矿选矿中重要的工艺步骤。非金属矿中的铁分为两种,即混入机械铁和矿物本身所含有的强磁及弱磁性铁矿物。强磁性杂质比较容易去除,采用弱磁选设备即可实现,但是其中的弱磁性杂质由于磁性弱、含量少、粒度细常规设备难以去除,需要一种高分选精度,高磁场强度和高磁场梯度的磁选设备来进行选别。
北京矿冶研究总院针对非金属矿除铁提纯存在的问题,研发了GCG型干式电磁高梯度强磁选机,用于-2mm以下细粒非金属矿物的干式分选,该设备磁场强度高,磁场梯度大,从而保证了分选空间强大的磁场力,整机结构上采用双通道双分选的选矿方法,分选精度和处理量大幅提升。目前该设备在高纯石英砂、蓝晶石、钾长石等非金属矿除铁提纯中得到了广泛的应用,大幅提高了非金属矿的质量等级,取得了较好的经济效益。
1 GCG型强磁选机
1.1 工作原理
GCG型强磁选机分选原理如图1所示,设备整体为双通道四辊结构,四个感应辊沿线圈中心对称布置,设备主要由给料装置、磁轭,激磁线圈,感应辊、接矿槽等部分组成,激磁方式为电磁线圈,线圈冷却方式为自然风冷。
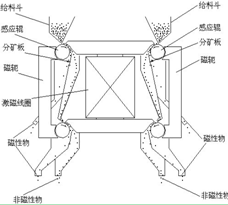
图1 GCG型强磁选机分选原理图
工作时,激磁线圈通以直流电,磁路中产生磁通,由于感应辊的聚磁作用,在分选空间内产生高场强。位于设备下部的两个驱动装置分别带动两个分选通道的感应辊转动,两个给料斗同时给料进入两个分选通道,非金属矿物首先经过第一个感应辊,经过分选后产生磁性与非磁性两种矿物,非磁性物料经中部上接料槽排出,非磁性矿物进入到下部感应辊进行二次分选,如此在一台设备上进行了一次粗选一次精选,保证了除铁效率。
1.2 性能特点
(1)磁场力大,磁场分布合理
感应辊是磁选机的关键部件,GCG型采用叠加平齿结构,磁场强度达到20000GS以上,磁场梯度也高达到1×107GS/m以上,且磁场峰值密度更大,磁场分布如图2所示。该磁场可以高效分离出非金属矿物中比磁化系数为1.9×10-7~7.5×10-6的弱磁性杂质。
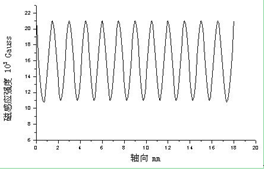
图2 感应辊磁场分布图
(2)磁能利用率高,分选精度高
磁路结构直接影响磁场的分布,为了达到较高的磁场强度,磁路要尽可能的短,空气隙要尽可能小,漏磁要尽可能小,基于以上考虑设计了如图3所示“日”字形磁路。整个磁路采用铠装结构,激磁线圈设在中心的磁轭上,感应辊分布在磁路的四周,磁力线走向沿磁路对称分布。
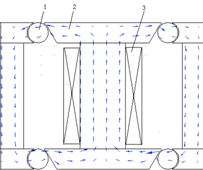
1-感应辊 2-磁路 3-线圈
图3 “日”字型磁路结构
采用“日”字型磁路,在单一磁源条件下配置了四个感应辊,实现了单台设备对同时对两路物料的一次粗选和一次精选,大幅提高了分选精度,设备处理量也成倍提高。
(3)单层均匀布矿
干式物料最常用的给料方式是电磁振动给料机,其缺点是故障率高。GCG型电磁强磁选机的不再采用振动给料器,而是设计了新的给料装置,如图4所示,该给料装置分为储料区和给料区,储料区用来储存物料,对物料的堆积起缓冲作用,底部给料去区与储料区通过缝隙相通,且联通缝隙底部给料板与水平面设计为大于60°斜角结构,有利于两个储料区干式细粒物料的流通。干式矿粒流通到辅储料区后以一定的角度堆积于辅储料区,但是不能充满,故该给料区物料松散。

图4 给料装置工作原理图
本给料装置完全依靠矿物自身重力来给料,通过控制放料板和挡条的间隙不仅能均匀给料而且还能控制给料量的大小,由于物料在放矿空间内堆积较为松散,不易造成给料斗的堵塞。
1.3 主要技术参数
GCG型电磁感应辊强磁选机目前应用较多的有3中规格型号,分别为GCG1550-2、GCG1550-4和GCG15100-4,磁场强度均达到20000GS以上,主要技术参数见表1。
表1 GCG型强磁选机技术参数
|
型号
|
GCG1550-2
|
GCG1550-4
|
GCG15100-4
|
|
感应辊规格/mm
|
Φ150×500
|
Φ150×500
|
Φ150×1000
|
|
感应辊数量/个
|
2
|
4
|
4
|
|
磁场强度/ GS
|
>20000
|
>20000
|
>20000
|
|
分选粒度/ mm
|
-2
|
-2
|
-2
|
|
处理能力/(t·h-1)
|
0.5~1
|
1~2
|
2~4
|
|
激磁功率/kW
|
1.5
|
2.0
|
3.6
|
|
入矿含水率/%
|
<1
|
<1
|
<1
|
2 GCG型强磁选机的应用
2.1 在高纯石英砂除铁中的应用
高纯石英砂一般是指SiO2含量高于99.99%的石英分体,是石英玻璃、石英坩埚和集成电路塑封料的主要原材料,广泛应用于大规模及超大规模集成电路、太阳能电池板、航天、军事等行业中。
高纯石英砂矿中除去石英外,还含有长石、云母及含铁矿物等杂质,必须通过浮选或者磁选方法来去除这些杂质来提高高纯石英砂纯度等级。近年来GCG型电磁感应辊强磁选机在江苏、黑龙江、江西等高纯石英砂生产厂得到了广泛的应用取得了较好的经济效益。
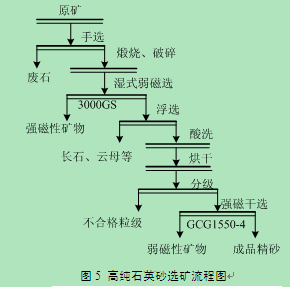
江苏某高纯石英砂生产企业2010年采用北京矿冶研究总院研制的GCG1550-4型电磁感应辊强磁选机应用于其选矿流程的除铁作业,见图5所示,实践表明通过弱磁除铁,浮选,酸洗后石英砂含铁量为0.00118%,烘干后再经GCG1550-4电磁感应辊强磁选机分选后可获得含铁量为0.00021%高纯石英砂,除铁率在82%以上,大幅降低了高纯石英砂的含铁量,实现了高纯石英砂矿的有效利用。
2.2 在蓝晶石除铁中的应用
蓝晶石是一种重要的非金属原料,主要用途是生产高温耐火材料,而蓝晶石中的Fe2O3是有害成分,会导致蓝晶石制品耐火度降低,力学性能变差,严重影响了蓝晶石的使用性能。
河北某蓝晶石厂生产蓝晶石,主要矿物成分有蓝晶石、黑云母片、石榴石和石英等,主要杂质是磁铁矿、赤铁矿及少量钛铁矿和黄铁矿。该厂在进行设备改造前,采用磁选-浮选-磁选的生产工艺流程,原矿经破碎磨矿至-74μm占60%左右,经两次湿式磁选、一次浮选后蓝晶石含铁量在1.86%左右,干燥后再经过一次强磁干选后终获得蓝晶石含铁量在1.64%左右,除铁率为11.8%,其中强磁干选设备采用永磁筒式干选机,磁场强度为4000GS。
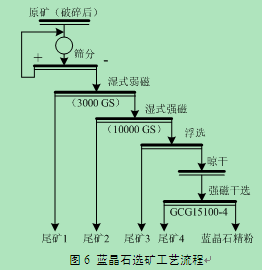
为了降低蓝晶石矿含铁量,提高矿山的综合经济效益,2013年该厂采用GCG15100-4型电磁感应辊强磁选机取代原流程末端的永磁筒式干选机,选矿流程见图6。实践表明,在给入磁选机蓝晶石含铁量1.86%条件下,经过该设备后,蓝晶石含铁量降低到1.02%,除铁率在45%以上,给该企业带来了较好的经济效益。
2.3 在钾长石除铁中的应用
钾长石是一种富含钾的硅酸盐矿物,其分子式为KAlSi3O8,具有熔融温度低,熔融间隔时间长及熔融液粘度高的特点,是工业上生产玻璃和陶瓷的重要原材料。在钾长石应用过程中铁是有害杂质,直接影响其使用性能,因此最大限度的去除钾长石中的铁是高效利用钾长石资源的关键。
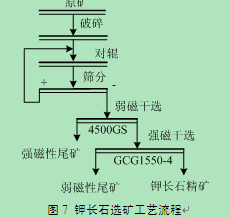
河南某钾长石厂2012年新建一条年处理3万吨钾长石生产线,原矿经破碎-高压辊磨-弱磁干选后得到含铁量为0.58%的钾长石精矿。为了降低精矿含铁量,提高企业的经济效益,2013年该厂进行工艺流程改造,采用GCG1550-4电磁强磁选机进行钾长石精矿的干法强磁除铁提纯,生产流程见图7。实践表明经过GCG1550-4磁选机后,钾长石含铁量由0.58%降低到0.11%,除铁率在81%以上,产品质量得到大幅提升。
3 结语
(1)GCG型电磁强磁选机具有磁场强度高,磁场梯度大,磁场峰值密集等特点适应用于细粒非金属矿物除铁,可以高效分离出非金属矿物中比磁化系数为1.9×10-7~7.5×10-6的弱磁性杂质。
(2)GGC型强磁选机具有两个分选通道,设备处理能力大幅提升;每个分选通道上下布置两个感应辊,可以对矿物进行一次粗选一次精选两次分选,确保了分选指标。
(3)GCG型强磁选机具有自重力布料装置,实现了非金属物料依靠自身重力达到单层颗粒均匀布料的目的,解决了振动给料机稳定性与持续性较差,且无法实现细粒矿物单层给料的难题。
(4)GCG型电磁强磁选机目前已经广泛应用到高纯石英砂、蓝晶石及钾长石等非金属矿的除铁提纯作业,取得了良好的除铁效果,实现了非金属矿的高效利用。
(5)2013年GCG型电磁强磁选机通过技术鉴定,认为该磁选机技术先进,性能优良,对非金属矿除铁效果好,达到国际领先水平,并获得同年中国有色金属工业科学技术奖一等奖。
本文作者魏红港,冉红想(北京矿冶研究总院,北京,100160),文章收录于第十五届非金属矿加工利用技术交流会论文集中。
|