超细粉末具有一系列独特的物理化学性能,引起了世界各国科学家的高度关注。IBM公司首席科学家J.amstrong曾指出:“正像70年代微电子技术产生了信息革命一样,超细粉末科学技术将成为下一个信息时代的核心。”因此,近二十年来,超细粉末的开发、研究、生产成为世界各国竞争的热点。超细粉碎技术是实现粉末超细化的一种非常重要的工艺手段。该工艺易于实现产业化,具有极高的商业价值。陶瓷研磨珠(Φ0.1~Φ3.0)的产生是由于现代超细粉碎和分散技术的发展而产生的,与传统玻璃珠相比,具有极高的研磨效率和耐磨性;与金属珠相比,具有很高的耐磨性,且不会污染被磨物料。
各种氧化物陶瓷珠性能见表1。SiC、Si3N4、BN和B4C等非氧化物陶瓷珠由于应用范围较窄,售价高,本文没有阐述。
1.陶瓷珠性能及技术要点
1.1 Y-TZP珠
Y-TZP珠是目前市面上性能最好的研磨介质之一。具有高强度、高韧性、耐冲击,能适用各种砂磨机。密度达6.0g/cm3,研磨效率高,特别适用于高粘度物料的研磨与分散。耐磨性极佳,是玻璃珠的30~50倍,硅酸锆珠的5~6倍。制备高性能Y-TZP珠核心技术是:其一,制备高活性团聚状态可控纳米ZrO2-Y2O3复合粉末;其二,严格控制生坯成球工艺,确保生坯结构均匀、致密、不分层。目前国内外用于生产Y-TZP珠的粉末基本上是采用化学共沉淀方法来制备的,通过控制沉淀和干燥过程来优化粉末的性能。该制粉工艺成本较低,易于批量生产,粉末性能较好,能满足生产研磨珠及一般结构件的要求。若采用溶胶-凝胶、水热及共沸蒸溜方法制备的ZrO2-Y2O3粉末,Y-TZP珠性能更优,但成本很高。
1.2 Ce-TZP珠
Ce-TZP陶瓷是以CeO2为稳定剂的四方氧化锆多晶材料。Ce-TZP珠具有高的密度、耐磨及良好的抗冲击性能,能应用于多种砂磨机;与Y-TZP珠相比,由于采用工业ZrO2粉体和CeO2为原料,成本较低,是一种极具市场前景的高性能研磨介质。Ce-TZP珠由于Ce4+原因,呈浅黄色,市面上Ce-TZP珠有多种颜色,这是由于原材料杂质所致。刻意添加某种色剂而希望达到某种颜色是不可取的,有可能破坏材料的结构,恶化了材料的性能。
1.3 ZTA珠
ZrO2增韧Al2O3(ZTA)陶瓷是一种重要的ZTC材料,在现代工业和科学技术上占有重要地位。就所使用原材料不同,有四种工艺方案:其一,采用超细(0.1-0.3um)高纯(99.99%)α-Al2O3和化学法制备的高性能ZrO2(Y2O3)粉末;其二,采用超细高纯α-Al2O3和工业ZrO2、Y2O3粉末;其三,采用工业α-Al2O3和ZrO2(Y2O3);其四,采用工业α-Al2O3、ZrO2和Y2O3粉末。不同原材料方案所制备的ZTA陶瓷性能和成本差异是很大的,采用超细高纯α-Al2O3成本与Y-TZP相近。ZTA珠硬度高、比重较大,特别适合于诸如Al2O3、石英和莫来石等硬质物料的研磨与分散。
1.4 电熔硅酸锆珠
该种陶瓷珠是由硅酸锆经过电熔处理制成,其内部结构是ZrO2晶相呈迭瓦状紧密排列在SiO2玻璃相中,结构均匀、耐磨、比重适中,广泛用于TiO2、重钙、硅酸锆、油漆油墨等物料研磨与分散。生产电熔硅酸锆珠的核心技术是高温熔体成球工艺,严防出现开放性缩孔,尽量避免内部封闭气孔。
1.5 烧结硅酸锆珠
采用常规陶瓷高温烧结工艺,通过原料超细(d50≤0.8um)研磨、优化配方等系列工艺手段,制备的烧结硅酸锆珠各项性能完全可和电熔硅酸锆珠相媲美。该珠的晶相由锆英石、ZrO2及少量玻璃相组成,晶粒细小、强度高,根据用户需求,比重在3.6-4.5范围可调。目前烧结硅酸锆珠市场售价较低,性价比非常突出,市场前景广阔。
1.6 复合珠
复合珠主要是采用Al2O3和ZrSiO4高温烧结反应,实现粒子原位增韧增强,合成耐磨锆刚玉或锆莫来石陶瓷。反应原理为:
2ZrSiO4+3Al2O3→2ZrO2+3Al2O3·2SiO2
复合珠特点是:成本相对较低;耐磨,抗冲击强度高,能适用多种砂磨机;根据需要,通过改变原料配比,比重可在3.0~4.0范围可调。
1.7 Al2O3珠
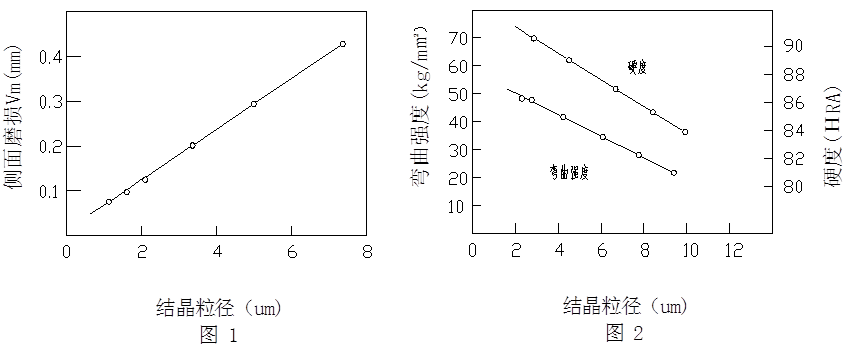
Al2O3陶瓷研磨介质是应用最早、应用最广的陶瓷磨介之一,特别适合各种硬质物料超细研磨与分散。Al2O3陶瓷耐磨性及力学性能与晶粒大小密切相关,如图1、图2所示。笔者早在1994年曾将国产的Al2O3瓷球和日本的Al2O3瓷球进行对比,尽管两者的化学成份、体积密度、吸水率都非常相近,但日本瓷球的耐磨性能要高4~6倍,经电镜分析,发现两者主要差别是晶粒大小不同,国产瓷球的晶粒尺寸为6~12um,而日本瓷球只有2~4um。近十年来,我国在控制煅烧α-Al2O3粉末原晶大小、Al2O3粉末超细(d50≤0.8um)加工及低温烧结Al2O3陶瓷等方面取得了重大进展,为工业化生产高性能Al2O3珠奠定了基础。
1.8 莫来石珠
莫来石珠具有较高的耐磨性,价格低,广泛用于重钙、滑石、高岭土、石英等非金属矿物质原料的超细研磨与分散,也可用于金属矿的精选。生产该研磨珠的主要原料是优质高岭土和工业α-Al2O3粉,选用MgO、CαO、BaO、等碱土金属氧化物作矿化剂,严格控制原料中K2O、Na2O等碱金属氧化物杂质含量。
2.陶瓷珠的成型工艺筒介
滚动成球工艺(俗称“滚雪球”工艺)主要包括“球种制备、球均匀长大、表面抛光和分级”等工艺过程,是一种高效成球技术,可用于各种磨介成型。该工艺技术核心是如何保证球长大过程中水份均匀一致,严防出现分层或包球。成球过程所加的水应充分雾化,根据加粉量和粉料吸水能力调节加水量。根据粉料表面特性,水中可通过添加PVA、CMC及有关保水剂来改善成球性能。该工艺设备投入少,易于实现规模化生产。通过严格控制成型各种工艺参数,生坯相对密度可达45%—62%(不同细度粉料有所差异),而且气孔结构均匀,可和等静压成型工艺相媲美。
2.1 滚动成球工艺
滚动成球工艺(俗称“滚雪球”工艺)主要包括“球种制备、球均匀长大、表面抛光和分级”等工艺过程,是一种高效成球技术,可用于各种磨介成型。该工艺技术核心是如何保证球长大过程中水份均匀一致,严防出现分层或包球。成球过程所加的水应充分雾化,根据加粉量和粉料吸水能力调节加水量。根据粉料表面特性,水中可通过添加PVA、CMC及有关保水剂来改善成球性能。该工艺设备投入少,易于实现规模化生产。通过严格控制成型各种工艺参数,生坯相对密度可达45%—62%(不同细度粉料有所差异),而且气孔结构均匀,可和等静压成型工艺相媲美。
2.2 毛细管滴淀成型工艺
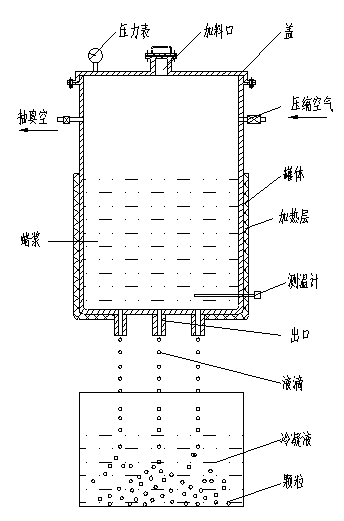
毛细管滴淀成型工艺是一种全新陶瓷成型技术,其原理如图3所示。原料按配比经研磨到达规定细度后,烘干,再按料:石蜡=8:2比例加热制成蜡浆,蜡浆加入图3罐体中,并加热恒温在80℃左右,经真空排除蜡浆中空气,然后调节压力以控制液滴滴淀速度,液滴在沉降过程中形成球型,由于石蜡和冷冻的双重作用凝结成球。更换不同大小的毛细管可制备不同粒度的珠子。
图三 毛细管滴淀成型工艺图
3.陶瓷珠的大小对研磨效果的影响
研磨设备从全球第一台使用粒径较大(Φ10左右)研磨介质的搅拌式球磨机(Attritor)诞生,发展到使用粒径较小研磨珠的立式砂磨机、卧式砂磨机以及各种带改良功能的超细研磨砂磨机,使用的研磨介质的粒径愈来愈小。其原因是:在研磨设备输入能量足够大的前提下,研磨珠愈小,研磨效率愈高,物料研磨后细度愈细、分布愈窄;其二,砂磨机介质分离系统不断改进,使用小尺寸的研磨珠成为可能,传统砂磨机使用的缝隙环及静态筛网很难分离小尺寸研磨珠,采用动态离心分离系统,允许使用的最小珠子为Φ0.2mm,不会发生堵塞及异常磨损。
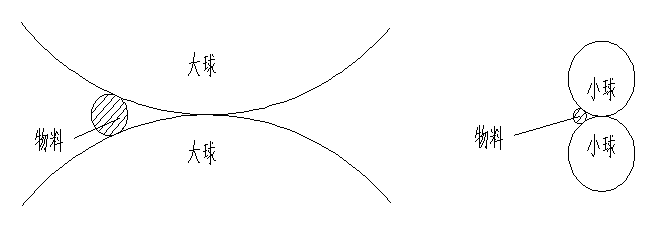
搅拌磨、砂磨机粉碎原理是:通过输入能量带动搅拌器高速旋转,使研磨珠产生强大的离心力,珠子和物料之间剧烈地碰撞、剪切与摩擦,物料迅速得以粉碎。以立式砂磨机为例,设分散盘直径为Φ100,外沿线速度为10m/s,Φ2、Φ1、Φ0.6三种尺寸珠子所受离心力分别是其自身重力的51倍、102倍和170倍。线速度愈高,珠子所受离心力愈大;珠子愈小,所受离心力与其身重力比愈大。离心力愈大,珠子碰撞次数愈多,从而强化了物料粉碎。如图4所示,小研磨珠比大珠具有更大的曲率半径,在相同的作用力下在物料颗粒表面造成的局部应力更大,物料更易磨细。
研磨过程是通过研磨介质之间的挤压、碰撞、剪切和磨擦完成的,任何一个物料颗粒只有在位于有效粉碎区域才能得以粉碎。一个直径为2r的物料在两个相互接触半径为R的研磨珠之间,才能粉碎,亦即当这两个研磨介质的间距小于2r的这个范围之间是粉碎区域,两研磨介质之间的粉碎有效区域的体积为V=2πr2(R+r/3),整个磨机中的有效粉碎区域是两个研磨珠之间有效粉碎体积与接触点数量的积。因此使用小研磨珠时单位体积的有效粉碎区域成指数倍率增大(≈1/R2),在25.4mm3的范围内,直径为3mm的研磨珠,其接触点为2900个,而直径为0.8mm的研磨珠,其接触点为180000个。因此,采用小尺寸的珠子能够充分利用输入的能量,以较低的能耗快速得到颗粒细、分布窄的物料。
4.选择研磨珠的原则
4.1 化学原则
珠子运行过程中会有磨损,根据珠子的化学组成及损耗量确定采用何种珠子更为合适。除考虑低磨损外,物料系统所顾忌的化学元素是重点要考虑的因素,如研磨农药、医药、食品、化妆品等,选用的珠子应不含各种重金属。对于研磨一些非金属矿物原料,可考虑成份相近的珠子,如用硅酸锆珠或复合珠研磨硅酸锆,用Al2O3珠研磨Al2O3粉。
4.2 珠子的主要性能指标
4.2.1 比重
珠子比得愈大,研磨效率愈高。高粘度的浆料应选用比重大的珠子,如研磨胶印油墨、和喷绘油墨,一般使用φ0.2~φ0.8的Y-TZP珠。
4.2.2 硬度
珠子的硬度应高于物料的硬度。笔者曾使用φ1.5的Y-TZP珠研磨α-Al2O3粉末,珠子损耗较大,研磨成本较高,后来分别改用Al2O3珠和ZTA珠,效果较好。此外硬度大的研磨珠对设备有关接触部件磨损也较大,但可通过调节珠子的填充量、浆料的粘度、流量等参数进行优化。
4.2.3 耐磨性
尽量选用磨损较低的珠子,耐磨性除与材料本身性能有关,还取决于测式条件,陶瓷珠供应厂商提供的磨耗值,一般是在水介质中测得的珠子自磨磨耗值。若物料硬度低于研磨珠,这种自磨耗值与实际磨耗有较好的对应关系。建议使用珠子前摸拟实际工况条件测定磨耗,以便准确选用何种珠子。
4.2.4 强度
研磨珠成功应用首要条件是运行中不碎裂,这对高能量密度的砂磨机尤其重要,珠子的抗弯强度和韧性愈高,破碎可能性愈小。Y-TZP珠子是市面上强度最高的研磨介质。
4.3 珠子的大小
研磨珠的大小决定了珠子和物料的接触点的多少,在有足够能量输入的前提下,珠子愈小,研磨效率愈高。但决定珠子的大小与设备介质分离系统有关,对于筛网分离系统,珠子的最小直径是筛网缝隙的3倍;对于环式分离系统,最小直径是环缝隙的4倍,目前动态离心分离系统,允许使用φ0.1~φ0.2超细研磨珠。物料入料粒度和研磨终端要求的粒度也是选择珠子大小的重要依据。对于入料粒度大,终端料度要求又特别细(如0.5um),应选择多段研磨工艺,前段研磨可选择尺寸较大的珠子,终端可选择尺寸较小的珠子。此外选择窄分布的珠子有助于强化研磨效果。
更多精彩!欢迎扫描下方二维码关注中国粉体技术网官方微信(bjyyxtech)
|