石墨是非金属矿中的一种重要的国际战略资源,按照其性质和地质成因,共分为鳞片石墨和土状石墨2 大类。
因石墨具有优良的导电性、润滑性、稳定性、可塑性且无毒、可涂敷性、易加工成型等特点,而被广泛用作耐火材料、导电材料、耐磨润滑材料、抗腐蚀材料、导热材料、高温冶金材料等,这些材料在科工领域有着广泛的应用,在电力电子、航空航天、军事领域更是十分重要的战略性物资。
目前,我国已有石墨生产企业300 余家,其中年产万t 以上石墨的大型矿山有40 余家,已经形成了鸡西、萝北、莱西与平度、盘石、鲁塘和内蒙古等几大生产加工基地,这几大生产加工基地的产量占全国石墨总产量的80%以上,代表着我国石墨行业的整体水平。
石墨具有较好的天然可浮性,尤其是鳞片石墨,因而,石墨的选别通常采用浮选工艺。对鳞片石墨而言,在磨矿过程中加强对石墨鳞片的保护、在浮选过程中提高石墨回收率是国内石墨加工中亟需解决的课题。
目前,石墨选矿通常采用多段磨多段选工艺,以尽早选出实际应用的大鳞片石墨。占我国30% 石墨资源的鸡西地区的石墨厂,采用7 次左右的磨矿、10 次左右的精选的阶段磨选工艺情况十分普遍,因此,石墨的磨矿是石墨回收的关键环节。
1 石墨再磨设备的应用进展
石墨的磨矿设备大致可分为球磨机和搅拌磨机2 大类。
1.1 球磨机
球磨机是选矿厂应用广泛、历史悠久、操作简单、且生产成本较低的磨矿设备。格子型球磨机、溢流型球磨机均被广泛采用。图1 为某石墨选矿厂的再磨溢流型球磨机。

图1 用于石墨再磨流程的球磨机 球磨机在石墨再磨流程中,主要用于一段磨矿或二段再磨,其装机功率一般在80~120 kW,介质充填率为30%~40%,单台处理能力在10~40 t /h不等。
1.2 搅拌磨机
20世纪30年代,搅拌磨机开始应用于工业生产,至今已有80 多a,已经发展成为了一类加工制造方便、操作简单、种类齐全的磨矿设备。
搅拌磨机与球磨机最大的区别在于前者内部有搅拌装置。磨机工作时筒体固定不动,搅拌装置以一定的速度旋转。搅拌磨机通过搅拌装置的旋转带动研磨介质进行自转和公转,进而产生剪切、冲击、摩擦作用,以达到对物料进行细磨的目的。搅拌装置的末端线速度一般为3~20 m/s。
搅拌磨机的常见搅拌装置形式有螺旋式、圆盘式、棒式和叶轮式等,石墨再磨流程中应用较多或前景较为广阔的有叶轮式和棒式2 种,其中叶轮式可分为双层叶轮式和多层叶轮式,其在国内很多地区的石墨再磨流程中得到应用。
1.2.1 双层叶轮式搅拌磨
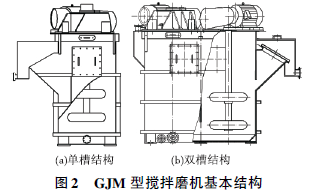
双层叶轮式搅拌磨机由北京矿冶研究总院自20 世纪90 年代末自主研发。该设备充分吸收了国内外已有设备的优点,摒弃了相关设备的不足,产生了多项国内搅拌磨机的创新性技术。应用在石墨再磨流程中的主要有GJM10( GJ5×2) 双槽搅拌磨机和GJM5( GJ5/75) 单槽搅拌磨机,上述2 种设备的基本结构见图2。
GJM 型搅拌磨机主要由电动机、减速机、双层叶轮搅拌器、槽体、排料筛、橡胶衬和电控柜等部分组成。
GJM 型搅拌磨机应用于2 段以后的再磨流程中,此设备在鸡西地区的石墨再磨流程中应用十分广泛,图3 为GJM5( GJ5/75) 单槽搅拌磨机在鸡西某石墨选矿厂3 段再磨中的应用。
鸡西地区应用的GJM 型搅拌磨机的装机功率一般为45 ~ 75 kW,单槽容积为5 m3 左右,单台设备处理量为1.5~3.0 t /h,磨矿浓度为18%~20%,研磨介质为6~8 mm 陶瓷球、玻璃球等,研磨介质充填率在40%左右。
1.2.2 多层叶轮式搅拌磨
多层叶轮式搅拌磨机的搅拌装置结构型式与双层叶轮式相似,只是搅拌装置上有4~6 层叶轮; 磨机槽体为圆筒状,其在鸡西地区某石墨再磨流程中的应用见图4。
多层叶轮式搅拌磨机的装机功率一般为15~35 kW,容积约为0.5m3,4层叶轮结构,研磨介质为12 mm 左右的陶瓷球或玻璃球,单台设备的处理能力一般在0.8~15 t /h。
1.3 棒式搅拌磨机
棒式搅拌磨机于20 世纪60 年代由Svedala 研发成功,并于1969 年应用于高岭土磨矿工艺中,21世纪才开始应用于石墨再磨流程中。
棒式搅拌磨机是一款流化立式搅拌磨机,其利用搅拌棒的旋转动能,使磨矿腔室中的介质和料浆混合物产生高能运动,进而产生颗粒间的剪切、摩擦和挤压力,形成细磨、再磨以及擦洗的理想磨矿环境。棒式搅拌磨机在国外的石墨再磨流程中应用较多,图5 为国外某石墨矿棒式搅拌磨机的应用情况。
 棒式搅拌磨机的装机功率一般为18.5~1100kW,但在石墨再磨流程中的应用规格均较小,一般在18.5~185 kW,研磨介质为陶瓷球,单台设备处理能力一般为1.5~15 t /h。
2 石墨用再磨设备选型原则
综合现有石墨再磨流程中所用的细磨设备,考虑石墨鳞片结构的特殊性,在石墨再磨设备选型中应着重注意以下几点:
(1) 在满足石墨单体解离的情况下,应尽可能保护产品中大鳞片石墨,尽量减少矿物颗粒的过磨现象。
(2) 由于再磨段数较多,再磨设备应具有功耗低、效率高等突出优点。
(3) 再磨设备所使用研磨介质应常见且成本低,同时设备的安装维护成本也应尽量低。根据上述要求,分析石墨再磨流程中的现有设备,总结归纳出的石墨再磨设备选型的基本原则:
(4) 一、二段磨矿由于处理量较大,可选用球磨机为磨矿设备,但必须注意到球磨机以冲击破碎方式来达到细磨作用,对大鳞片石墨有破坏性,且球磨机的磨矿效率较低。因此,在经济成本允许的情况下,可考虑采用大规格棒式搅拌磨机来代替球磨机进行一、二段细磨。
(5) 对二段以后的再磨,由于处理量适中,可选择叶轮式和棒式搅拌磨机作为再磨设备。该类设备具有功耗低、效率高、磨矿介质消耗低、适用性强等优点,其生产能力更强、操作更安全,且易于实现常规和优化控制; 最重要的是,该类设备能有效地保护大鳞片石墨,尤其是棒式搅拌磨机,对大鳞片石墨的保护更加有效,其对提高大鳞片石墨的产率和提升经济效益方面具有重要作用。
3 结论
(1) 在石墨的多段磨选中,球磨机和搅拌磨机都得到了广泛的应用,同时也取得了较好的应用效果,这些设备的配合使用,可以选别出品位高达95%以上的高纯度石墨。
(2) 从保护大鳞片石墨及降低磨矿能耗、节约成本等方面考虑,搅拌磨机( 叶轮式和棒式) 相对于球磨机具有显著的优势,尤其是棒式搅拌磨机。
欢迎企业及专家踊跃投稿,来稿请发bjyyxtech@163.com,并注明联系方式!
►欢迎进入【粉体论坛】

|